
¿Warping?
¿Qué es el warping? ¿Cómo evitarlo?
Este es, un fenómeno que sufren todos los plásticos. Lo que sucede es que el material tiende a contraerse debido a la diferencia de temperaturas entre el extrusor y la base de impresión.

Cada material, debido a sus características, tiene un nivel de warping distinto, por ejemplo, el Policarbonato tiene más warping que el ABS,este último tiene más warping que el PLA.Hay 3 factores que influyen para que este fenómeno suceda, veamos:
Plataforma de Impresión
Para el PLA puede o no ser utilizada la cama caliente, en caso de utilizarla la temperatura puede estar entre los 0°C a 60°C.
Imprimir con ABS o policarbonato, es necesario utilizar cama caliente. Para los dos materiales la temperatura recomendada está entre los 90 a 110 °C.
Adhesivos
Muchas veces la cama caliente no es suficiente y si a esto le sumamos que estamos imprimiendo piezas de un área grande, es más complicado, usar algunos aditivos como resistol blanco o Prit, para la mayoría de los materiales, y ABS diluido en acetona (Slush), para el ABS. Para superficies de vidrio muchos utilizan Spray para pelo.
Cinta Kapton
Esta cinta es especial, debido a que resiste altas temperaturas. Esta se pone como una capa en la base de la superficie de impresión y a esto le podemos agregar un poco de Slush para una mejor adherencia.
Ahora veamos Tips digitales, estos se configuran en nuestro slicer, el programa que traduce la pieza STL (Modelada en 3D) a Código G (lenguaje que usan las impresoras 3D).
¿Listos?
Tips digitales
En la pantalla de nuestro slicer hay parámetros que se configuran para evitar el warping
Support> Platform adhesion type>
Y hay dos opciones, Brim y Raft:
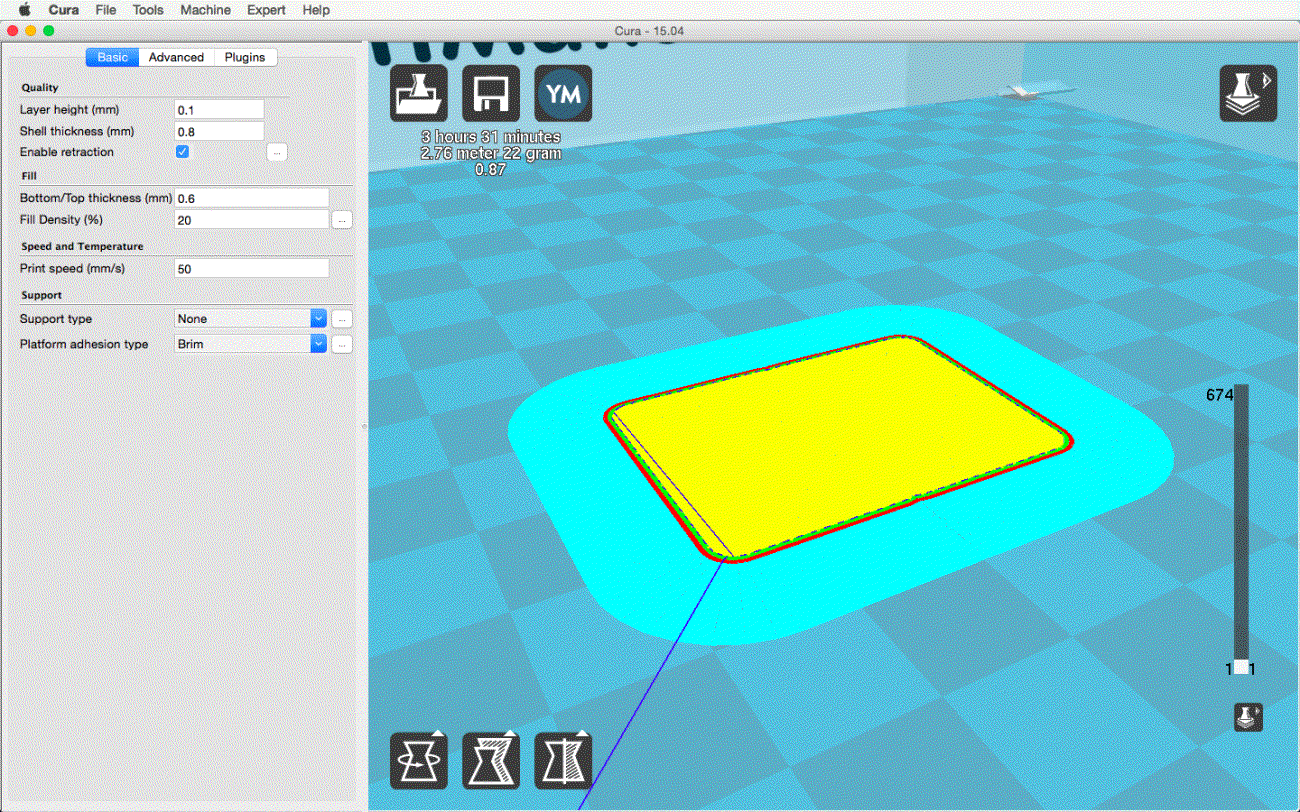
Brim
Esta opción agrega una pequeña capa a tu impresión, la cual se puede cortar sin problemas, para poder hacer más adherencia de la pieza a la cama de impresión y en caso de hacer warping, sea la capa y no la pieza la que tenga el efecto. Esto es recomendable para piezas con un área de impresión muy grande.
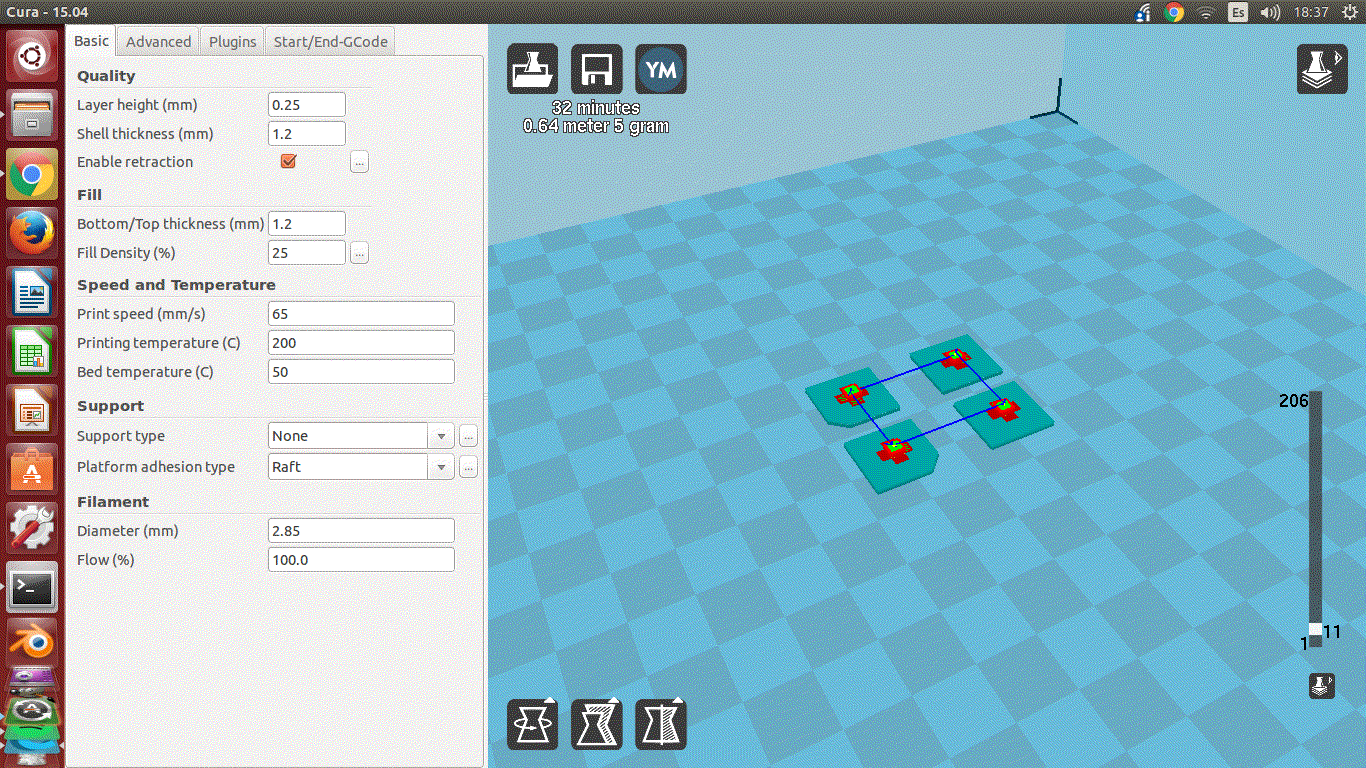
RAFT
Agrega una capa gruesa por debajo de la pieza y tiene la misma función que es el brim, que el efecto sea sobre la base añadida y no sobre la pieza, sin embargo, esta opción es recomendable para piezas con poca área de impresión, las cuales tienden a despegarse.